language

Company��SHENZHEN PENGLAI Industrial Corporation Limited
Factory Address��403B, No.99 Qiaocheng East RD,Nanshan District,Shenzhen,Guangdong ,China
Factory ADDRESS��St George Industrial Park,XinYu Road,ShaJing Town,Bao'an District,Guangzhou City,China
Contact��Jack Du
Cel��+86-15811882441
Phone��+86-755-86718316
Fax��+86-755—25417648
Email��penglaipacking@gmail.com
Email��postmaster@penglaipacking.com
Skype��turnanewleaf
Website��www.penglaichina.com
www.youtube.com/user/penglaichina
E-CATALOG of Equipment operating instructions E-Manual of semi automatic tubes labeling machine to save the trees and lives!

��.First part of solemn declaration
A, general matters
1 , This labeling machine for the single stickers and double-sticker labels feature, you can manually switch. Specific reference to operations sections.
2 , Labeling machine belonging to the non-standard equipment, its operation requires a certain amount of technical skill. Operation level, affects the efficient use of equipment.
3 , Need to follow the instructions in the manual to operate the equipment, or carried out under the guidance of our technicians.
4 , The technical manual is dedicated to the EP211 semi-automatic round bottle labeling machine (hereinafter referred to as labeler). Its purpose is to ensure that the professional use and adjustment of the equipment.
Second, the manufacturers permission
Company reserves the right to:
1 , Body parts, electric components, as well as changes to software upgrades, also including parts of specifications and used the brand, to maintain the product's advanced technology, but is not committed to deliver products free of change.
2 , We have permission to device integrity protection, lack of factory technician under the direction of, not without permission to modify devices of mechanical or electrical parts, such as damage caused by violation of this provision by modifying party.
3 , On the basis of this equipment, increase in ink-jet or other feature, we provide technical guidance on configuring, but don't need to be responsible for supporting equipment.
4 , Manual for this device and the operation of our company have intellectual property rights, such as copying, should bear the legal responsibility.
Third, security matters
1 , Danger! Used to see to it that the ground to prevent electric shock.
2 , Danger! Make sure the voltage is not overloaded.
3 , Be alert! Electric box section, below the lines which need electrician to guide operational.
4 , Be alert! Rotating parts requiring special attention to prevent pressure injury.
IV permission
· Ensure that only trained and those who have permission to operate, layout and maintenance of the equipment.
· Only allows qualified people, professionals, engineers and equipment to complete the layout.
Operate the machine need to ensure that:
--Security of individuals are capable of independent operation operation;
--Individual to your own fixing smaller errors that occur during the operation;
--Requires at least two people in the equipment used to guide;
Five, operating environment
Do not use in the following environments:
· Temperature changing competitive local
· Where high humidity and dew
· Places very strong vibrations or shocks
· Dust more places
· There is where the splash of water, oil, chemicals
· Where there are explosive, inflammable dangerous goods
Six, Break-in period
The labeler is within standard products, and have technical requirements for operators, you need to have a break-in period for a week or so. Run-in period, operation of equipment, technical parameters are reached, need to industry in a timely manner to reflect, to obtain technical support. Issues are essentially in the adjustment process can obtain information from this manual.
��.Part II data sheet
First, the Basic uses:
Cylindrical objects can be used for a variety of thoughtful, such as xylitol, cosmetic bottles, etc, with a full week / Half week labeling, circular label on the back features; it can be equipped with semiautomatic ribbons fight code machine, printing machine, label print production lot number information.
Second, the scope of:
* Apply labels: self-adhesive labels, self-adhesive films, barcode, barcode, etc;
* Applicable products: request on a circular surface, cones attached label products;
* Application field: widely used in food, pharmaceutical, cosmetic, electronic, metal, plastics and other industries;
* Application examples: oral round bottle labeling, Xilin bottle labeling, labelling of xylitol, shampoo bottle labeling, small taper cosmetic labeling.
Third, technical parameters:
* Labeling accuracy: ±0.5mm ( does not contain products, labels, error );
* Labeling speed:10~30 pieces / minute (the theoretical value with product, label size and operational level);
* Available dimensions: DIA 35 ≤ Diameter ≤�� 90mm ��
* Apply the label dimensions:20 ≤ Width ≤ 150mm ��15mm ≤ Length;
* Overall dimension:750x450x450mm(l x w x h);
* Available power source:220V 50/60HZ;
* Weight:32Kg ��
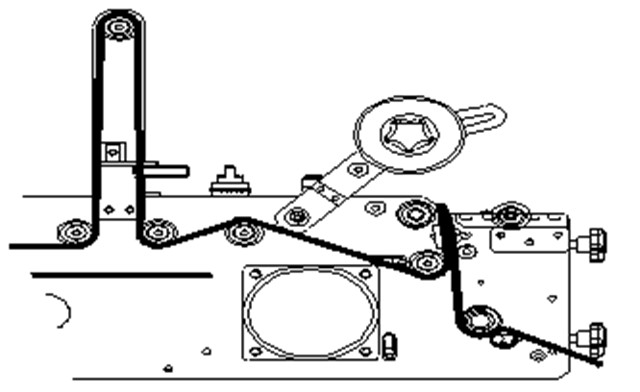
��.Part III Body parts
Overall view

1�� Tray: is used to label a volume.
2 And rollers: used to label bypass, tensed guarantee labels, as well as the label split force of rationality
3 , Mark electric eye frame: used to install mark electric eyes, magic eye enables, and move around.
4 , Capping institutions: for pressure bottles, marked effects of his guarantee, can be adjusted through the labeling machine knob on the left side of the tightness.
5 , Stripper plate: used for peeling labels, General debugging well before delivery, special situations can also be adjusted.
6 , Positioning device: uses the left top to ensure the location of the label on the bottle, can be adjusted left and right, up and down.
7 , Support rod: can be placed in a different place, adapts to different specification the bottle label.
8 , Traction body: by pulling the bottom paper, Peel labels, its tightness can be adjusted by screws.
9 Foot connection interface
10 , Control box
11 And the man-machine interface: can be used to debug device actions, parameters!
12 , Emergency stop switch
13 Subject electric eye, measuring, is used to test each update interval;
Partial view 2 , Click Control Panel �� ( Positioning post and optional function with infra-red sensors belonging to customer, with relevant sensor is required to achieve)

1 Power switch
2 Motor speed Xuan button
Second, around the plotting

1�� Follow directions above bypass label through traction body, disengaging the drive system locks the first five-star put his hand through the lock after the label.
2 , The label when traction, note tags cannot be skewed, and then hold down the jogging in a manual State 1 Switch label automatically.
3 , After completing the two steps above, slightly pressing labels "clamping shrapnel" (top 1 ), Remains marked with tension.
Three , And Mark electric eye - With travel map

Note:
a. Labels through the electric eye to note that required through the slot sensor position, and try not to rely on the magic eye on both sides. Depending on installation as shown in the figure.
b. When the end of label paper after traction body, required an external "five star handles" matter.
c. Shrapnel under the drop feed mechanism should be pressed to ensure label tensed State during the campaign process, correctly identified in favour of magic eye on the label.
��.The fourth part Control system
A, labeling machine parts
Fight code machine
1 Principle description
Labeling machine is to PLC As the core, receives letter from the start, mark two signals, output signals for electromagnetic clutch and motor movement.
2 Action decomposition
2.1 Foot switch closed, motor rotation, driving his marked roll axis, indirectly drives the workpiece rotation. Electromagnetic clutch release, traction shaft stationary.
2.2 After the workpiece rotation, PLC Start the "delay labeling" program. While continuing to rotate the workpiece, clutch closed, traction body rotation, stripping tags.
2.3.1 In a single State, mark label electric eye detected signals, signal feedback to PLC, clutch release, motor rotational delay stop completed a labeling process.
2.3.2 Twin State, mark electric eye detects the first ticket signals, signal feedback PLC , Clutch release, motor continues to turn, in accordance with point 2 Set delay, closing clutch, split second label, mark electric eye detects the second label signal, motor delay stop, complete a labeling process.
Second, the coder uses (see Appendix a)
Third, human-machine interface operation
3.1 Power interface: Tap the screen to go to the main screen
3.2 The main screen: From this screen click into device operation, setting;

3.3 Manual screen:

Points out: press the split tab label, releasing the stop;
Single standard: each time you press the split under a label, used to adjust the length of the label when the label out of the Peel Board positions;
3.4 Production picture: You can monitor the signal status, choose from a variety of label;

Pedal start : You can pedal is pressed start and automatic start of measurement;
Dan Biao: Dan Biao labeling methods, boot devices were posted after product after you have posted a document check stopped;
Double: a double labeling method, start the device to be posted after product after you posted the first ticket after a delay and then attach the second label of the product, labeling and equipment to complete a cycle;
Locate Dan Biao; positioning single stickers Standard way; devices driven was product after you start the rotation, positioning electric eye sensors to locate base position, then the product labeling, stops after completing a standard;
Positioning standard twin: locate double labeling; devices driven was product after you start the rotation, positioning electric eye sensors to locate base position, then the product labeling, completed after an extended into after a sheet of labels, and then attach the second label, complete the device stops;
Count zero: the current number of students can be zero reset;
Plan number: can be set in this posted document product output to be produced, production reached the number of this device automatically prompts the production of sufficient in quantity;
3.5 Online monitor screen: You can monitor the signal current working condition;

3.5 Parameter settings screen: Setting the device working parameters

Labeling delay device starts after the first turn driven labeling products, after this delay setting and then stalls after product labeling;
Stall delay his reply: when Mark electric eye detects the label labeling is completed, turn device labeling and continues to drive product labeling, after this delay setting devices to stop;
Twin standard 2 When Mark: double labeling State, when a device for labeling products after you have posted a document check, after this delay setting and then posted the second label for labeling products, is used to adjust the spacing between the two labels;
Measurement start delay: when logging starts automatically, when labeling on products after here is set when the device starts only after labeling the actions;
Positioning 1 Standard delay: when a label is positioned, when locating electric eye position is detected when labeling datum position, after here set after labeling the labeling products, labeling and resizing an anchored location;
Positioning 2 Standard delay: when positioning dual labeling States, when the device after you posted the first ticket for labeling products after this delay set for labeling products posted the second label, used to adjust the positioning double space between two labels;
Parameter save: save the current parameters of labeling products, calls directly on the next production, device debugging time savings;
Called with a parameter: select the product number you have saved, can be called directly after the press labeling products saved parameters!
Current product number NO.: Labeling of product number, this device can be 50 Kinds of labeling products saved parameters, calls;
��.Part the fifth Magic eye set
First, Mark electric eye (here are for illustration purposes only, and does not mean that customers purchased model configuration)

Left for Germany Dr easy logging GS-63 Electric eye, right for Italy pedicle SR21-IR Electric eye. They generally use to detect labels. Here is their adjusting methods
1 , Dr easy logging GS-63 Electric eye adjustments:
Rationale: to identify the gaps between labels depending on the thickness. (Via light penetrates where there is no label and no penetration there are labels to identify) applies to a certain thickness of paper labels or other label
Knob instructions: Green lights: power light
Yellow light: to identify the status lights ( Yellow light is lit, there is signal output)
Adjust button: adjusted for detection of labels with different settings
First of all labels through the magic eye like the following diagram: If you pull the labels, yellow lights in a gap between labels and label are lit, there's label is off, you can not reset, you can directly use. When the yellow light is solid or is often borne out by the case, you need to reset the electric eye. Set as follows: first, the labels shown through the magic eye of the u -shaped trough, there are labels placed electric eye inside the slot, press and hold adjust button for 3 seconds, you can see the electric eye flashing yellow lights, Then release the button, where there is no label (only label the end of paper) placed in the magic eye slot, press and hold adjust button for 8 seconds, and then release the button at this point, Setup is complete . Label electric eyes pull in a tank, you can see that there are labels yellow lights off, gap offices in label with the label, the yellow lights are lit.

Italy pedicle SR21-IR Electric eye adjustments:
Belonging to the Groove electric eye, through the amount of light penetrating the strength of discrimination have no labels, apply paper material and label material at the end of a different label.
Detection principle, Groove electric eye side fired light beams, to receive on the other side, when the intermediate labels, receives the amount of light change, by setting thresholds, there are no labels to identify.
Setting method
1�� When " ready "When the lights, electric eye focus label in the Middle, pull the tags back and forth, such as changes to the output signal, electric eye is in working condition, can be used directly.
2�� Short press the auto Setup button, green and yellow lights, electric eye catching medium signal, non-removable labels at this time, up until the green light quickly flashes.
3�� When the green light flashing when media into second to magic eye focus location.
4�� Short press " AUTO SET”. The green light is off. Electric eye catching the second type of media signals, non-removable labels at this time until the green light stays on.
5�� Move the labels, in two local media decomposition, the output signal is lit, magic eye set.
6�� “ READY” Solid, magic eye to use an object you can switch two media.
Second, test electric eye: (here are for illustration purposes only, and does not mean that customers purchased model configuration)
1.1 FX-301 Series Electric eye is properly connected:
Magic eye must ensure that the correct installation of measurement can be used, connection method to connect as shown in the following figure, "in" continuous black line "out" even the silver line.
1.2 Electric eye detection principle:
Electric eyes according to the amount of light reflection to discern objects. Electric eye issue light objects, object will reflect a certain amount of light back eyes, when an object reflecting the amount of light that reaches the set value, the electric eye signal change, it signals to the control system.
1.3 Switch state:
"Mode/cancel" button, the green light in the "run", "teach", "ADJ", "L/D", "TIMER", "PRO" switch between several documents, indicating the different working status.
�~ "Run" represents the State run;
© ~ "Teach" teaching status;
�~ "ADJ" to adjust status;
�~ "L/D" for lifting signal status;
�~ "PUSH" button down to confirm, left-right toggle to fine tune function.
1.4 Magic eye set:
1.4.1 On the premise of no product on the workstation, open electric eye amplifier with transparent cover, press "mode/cancel" key, transferred to "teach" document, digital box displays a value, this value will be an empty signal, in the following figure "67", numerical stability, according to "PUSH" to confirm.
1.4.2 Then place the product on the labeling station, close the left position, observing locations, by adjusting the position bar location to reach the position of the label on the product.
1.4.3 Label position when adjusted. Can see digital box that displays a numeric value, this value is when a product is detected signals, such as "1900", stabilized, click "PUSH" to confirm. When complete, digital display box shows GOOD tips. (You can press "mode/cancel" to return to the "run" can be a running)
1.4.4 Transferred to the "ADJ" document, displays the numerical display box = blank signal +(heartbeat - blank signal)/2, the system default values for threshold, the signal value is greater than the critical value, it defaults to the object, is less than the critical value, the default is no object. Feedback signal to PLC, issue the appropriate directives. Thresholds can be adjusted through left-right toggle "PUSH" the left and right keys, increase or decrease in value, change the threshold. (Typically does not require adjusting) then press the "PUSH" to confirm.
1.4.5 "Mode/cancel" key back to "run" the running state. (After Setup is complete for any return to "run" running status)
1.4.6 Close the transparent cover, set an end.
1.4.7 When the product is placed when the labeling station, electric eye on measuring signal is detected, feedback to the PLC,PLC issued a directive, labeling machine began its work-related parts.

��.The sixth part Operational processes
1�� Install
Refer to the packing list, labeler is installed as indicated. Machine packaging packing slip-free, can be used directly.
2�� Loading labels
2.1 Release the seven words on the tray handles remove tray, volume label, then tray lock (be careful not to clamp too tightly, to hand to drag the label is preferred).
3�� Round labels
Follow drawn around the plotting and the labels right on bypass machine.
4�� Debugging
In point State, observe the electric eye changes, label with the label gap time, jealous led lit (output signal). If the status of the electric eye is not normal, please refer to the electric eye adjustment section, adjust the electric eye.
5�� Try running:
Automatically run State, step on foot switch once, observe the position of the label in the Peel Board.
6�� Position adjustment
1. observation of Peel Board position, use the move method to mark Deng stripping 0~2mm. (A bid for too long will cause the product to stick to the next label, finished too short can cause the product to stick a label)
2. adjust the length mark appropriate cases, and then by moving the electric eye position, move the electric eye testing slot to gap labels and label. Then, switch to automatic status, step on foot switch, automatically stop and then watch out location of length is appropriate, make the appropriate adjustments.
2.1 You can move up and down the length of the standard electric eye ways to reach, move up, early detection labels, label stripping length shorter. Moving down, delaying testing label, label stripping length longer.
2.2 Twin standard adjustments, paying special attention to magic eye location, if you are out of the Peel Board is marked, then corresponds to the electric eye that you want to test is marked on the . The following diagram 1 If out of the Peel Board is back labels, electric eye position shown 2 , And then click move 2 To adjust the distance between two labels.

Electric eyes move up and down
Label stripping
7. try stickers
Place the product on the labeling station, observe the label position on the workpiece, by moving the left side of the location bar to adjust the label attached to the workpiece position (at the time of matching models of the coder, after trying to stick in the adjusted data location, please refer to the appendix for details of the code)
Code location moves back and forth

Coding locations and move around
After following the steps above a good tune labeling machine, can be carried out properly labeling.
8. shut down
Labeling is complete, power off in a timely manner, long periods of inactivity, unplug the power socket.
Second, pay attention to matters
1. the correct label
1.1 Label once completed, switch to the manual, please make sure the power is connected, Governor is open, and then press the "jog" switch, so traction pulling paper about the end of 0.5 Meters, aims at keeping the paper free to correct at the end of.
1.2 . When the end of the paper automatically corrected, we will all adjust rollers on the limit circle, move the limit circle on both sides of the paper. When you replace the label at a later date, label is placed directly inside the limit. When replacing the different width of label, generally move only limit on the right ring, as a base-level on the other side, General recommends that you do not move.
��.The seventh part Product care and maintenance
1 , Insurance replacement, this device is on AC power, and to use fuse to prevent overload.
2 , Every time after use, are required to dispose of the junk, to ensure that the normal use of the future.
Cleaning the areas requiring attention:
l Do not use on the damage of mechanical surface cleaning tools;
l Do not use acidic solvent.
3 , Routine maintenance
Requires periodic checks to verify that the shipping label is accurate;
Depending on the environment you need to cycle the machine check, in order to maintain the normal operation of the machine;
Clean up waste paper scraps and debris.
4 Maintenance
The labeling machine parts processed by the chrome, rust-proof features, but in the process of placing, still needs attention rust using rust preventive oil spray-all stainless steel and cast iron parts, wipe gently with a soft cloth,{ Oh Sam -40 of rust preventive oil}
��.The eighth part Frequently asked questions
One. Labeling position unstable
1 , Pressure tape devices might not be tightly, resulting in marked with loose, electric eye test inaccurate. Pressing labels address.
2 , Might have the body slipping or it is not tightly, resulting in smooth away the bottom paper. Clamping traction body, too tight will pull crooked labels, to properly pull the bottom paper is preferred. (Usually if you pull out wrinkles in the paper by the end of time, when it should be pressed too tight)
3 , Posted mixed objects vary in shape or position to. Control of product quality.
4 , Labeled objects should be placed parallel to the label label direction (note whether the products in the labeling process, can support bar to the left of the appropriate right of raising a point)
5 , Is attached to the object in the labeling station rotation should be guaranteed smooth (note you cannot touch strip panels), when the light objects, my benchmark should be put down, squeeze the labeled objects
6, Under the twin State, a single label ( 1 ) Leaflet, after keep spinning the workpiece, because there was no set the second delay of the label, the machine is waiting for the second label labeling signal status. (2) leaflets, after workpiece stop. Signal interference is because mark electric eye (reset electric eye) or an exception is delay control (click to move twice 2 Hou, then click move twice 1 can)
II. Take away
1 , Pressure belt devices too tight, causing marked away , Pressure reduction.
2 , An automatic operation is marked with without deviation, rectifies a again.
III. Labeling quality is not good, there are bubbles or creasing
1 His incomplete, can reduce the speed of labeling.
2 May be transparent labels, or labels too soft.
3 , Standard gravity of his improper adjustments, his important adjustment efforts.
4. in the beginning of the label folds, too soft may be the label, the label out of the bends at the time, lift the Strip panels as close as possible to the location of the product.
5. before and after the label alignment, adjust the slant of a support bar and label of the product out of the vertical direction . By 1, and3 the two screws adjust the support bar 2 tail junction of the inclination to correct label errors

product labeling towards another direction in the process of moving, slightly lift the support Rod bearing block on the left .
IV. Equipment has no reaction
1 , Confirm that the power lines, no problem.
2 , Make sure the transmission fuse next to the outlet is good, such as burnt out, replace the
3 May loose internal wiring of electrical box, professional repair
The five. Label paper at the end of the regular fracture
1 , Pressure belt devices too tight, causing marked away , Pressure reduction.
2 �� Label paper at the end of poor quality, or teeth too deep. This conformity label needs to be replaced.
3 Send speed too fast, slow.
4 , Watch the labels have been scratched in the moving process
VI. Continuous labels, stopped runaway
1 , Mostly test electric eye did not set well , resetting the electric eye can fix.
2 , Electric eye does not apply the test labels, need to replace electric eyes can be applied.
3 , Electric eye damage, need to replace the electric eye.
4. step on foot switch multiple times to complete a label, due to induction electric eye of the label signal interference, resetting the electric eye
5. Confirm label from electric eye sensor slot inside through
Service promise
An Automation customer-oriented principle, to provide customers with satisfactory pre-sale and after-sale service.
1. provide professional technical advice before the sale, instruct customer selection.
2. provide labeling machine for training in the use of services, instruct the customer to the correct use and maintenance of labeling machine.
3. the provision of technical support services, labeling foil for steering customers to solve problems.
4. equipment warranty for one year, providing maintenance services.
Thank you for using, if not satisfied with the equipment, such as quality, performance, service, welcome all of your suggestions!
Copyright © PENGLAI CORPORATION ALL RIGHTS RESERVED